Installation & Maintenance
T-Pren joints can be placed at a maximum distance apart of 6 metres. Where movement is restricted by an outlet or corner for example, an expansion joint should also be sited within 1 metre of that restriction.
However, the joint spacing depends on the metal and the gauge used. For most metals, sheets up to 6 metres can be used by correct choice of gauge, although shorter lengths might be used for ease of handling or where thinner gauges are preferred.
For lead, however, the Lead Sheet Association recommend a distance of 2 metres for Code 5 lead increasing to 3 metres for Code 8.

Installation
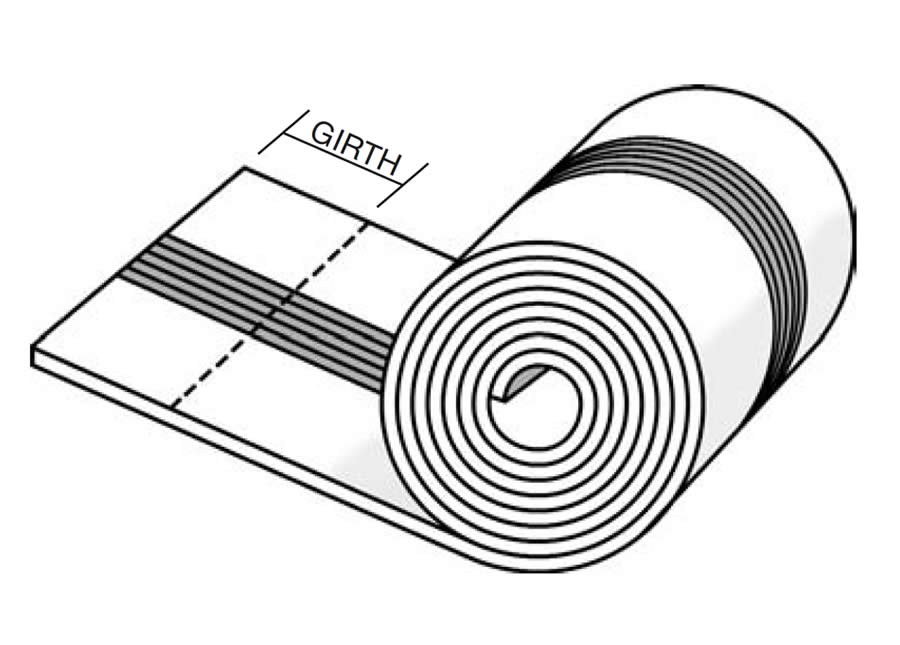
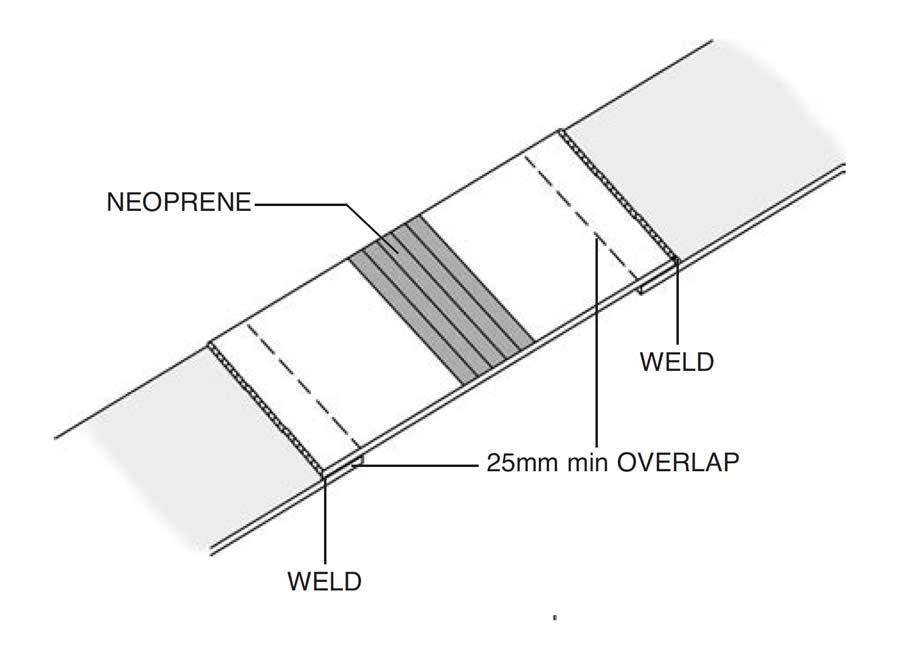

Jointing is easiest on flat sheets but in certain situations the metal sheets and T-Pren joints have to be pre-formed to shape before jointing. The jointing will then require extra care, particularly on the vertical sides.
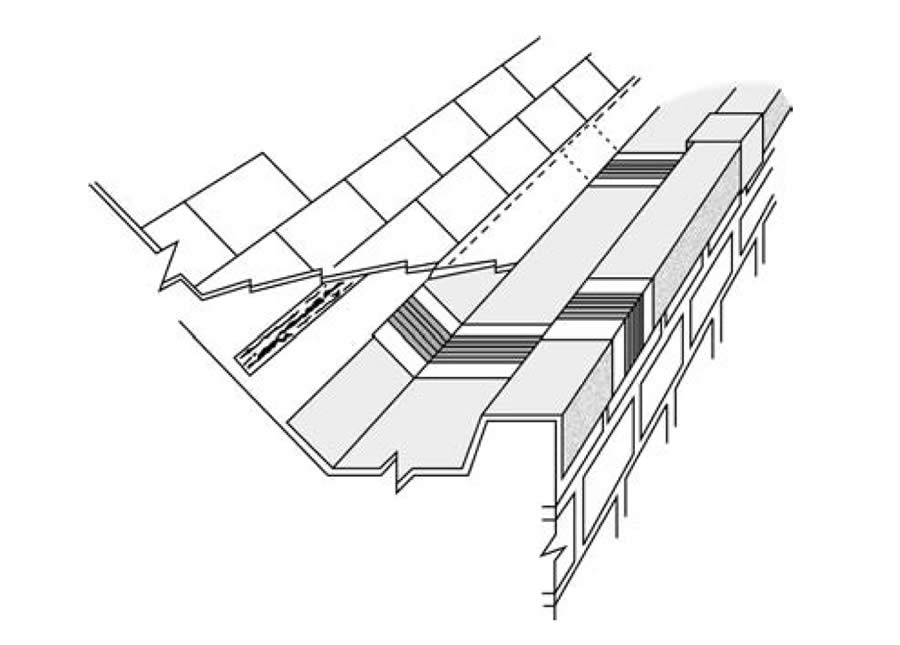
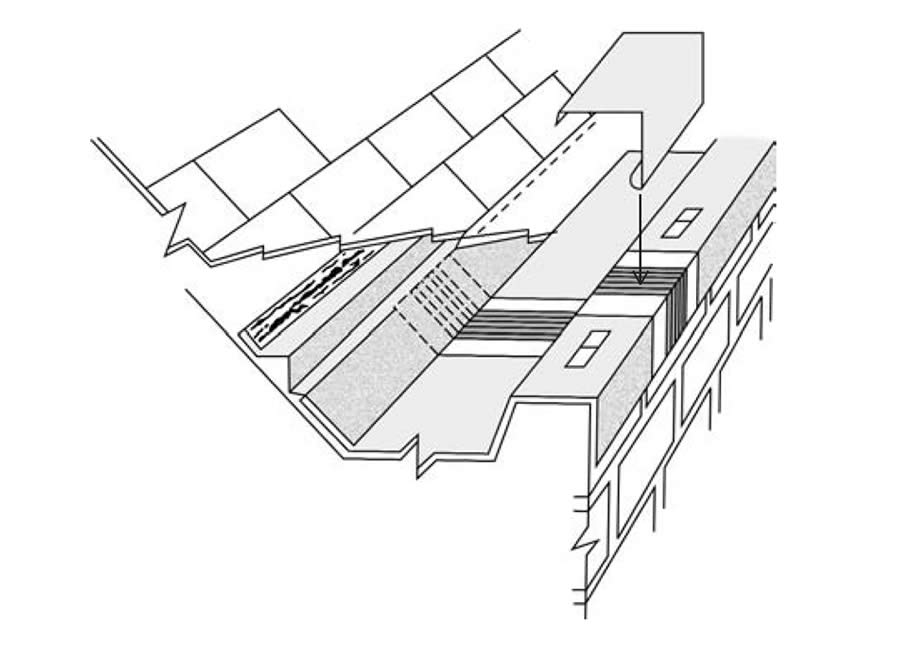
The gutter lining with the T-Pren expansion joints is then formed to take up the shape of the gutter, placed into position, and cover flashings formed over the sides.
Maintenance
Health & Safety
Contact Us
Contact us directly using the following details, or use the enquiry form below.
Roger Smith
E-Mail: sales@t-pren.com
Address: 54 Blacka Moor Road, Sheffield S17 3GJ
Tel : +44 (0) 114 236 8122
Stockists
England & Wales
Matthew Hebden
54 Blacka Moor Road,
Sheffield
S17 3GJ
Tel. +44 (0) 114 236 8122
British Lead Mills (For Lead)
Peartree Lane,
Welwyn Garden City,
Herts.
AL7 3UB
Tel. +44 (0) 1707 324595
Fax. +44 (0) 1707 328941
Scotland
Dunedin Builders Merchants
Units 14-18,
Dunedin Street,
Edinburgh
EH7 4JG
Tel.+44 (0) 131 5572345
Fax.+44 (0) 131 5572341